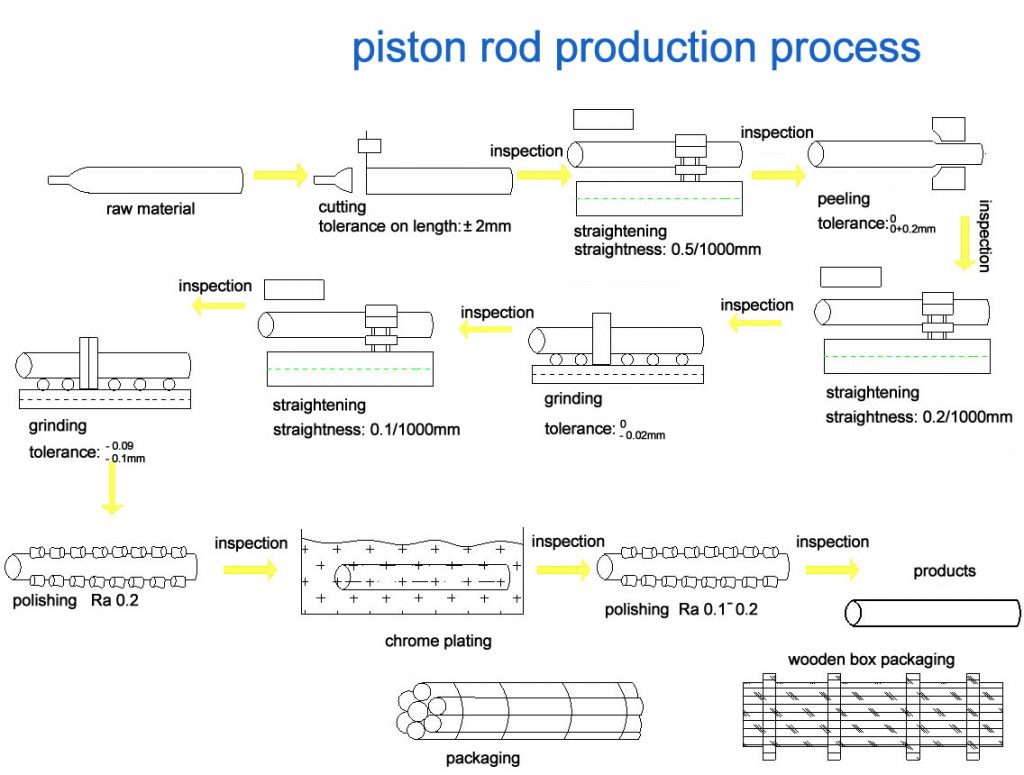
Процесс производства хромированного стержня
Полированные хромированные стержни изготавливаются из среднеуглеродистой холоднотянутой или горячекатаной стали обычно марок 1045/1050 или 10v45. Стержни шлифуются безцентрово, полируются и хромируются до минимальной толщины 0,0005 дюйма и 0,001 дюйма на сторону. Хромированные стержни специально разработаны для использования в большинстве В отличие от цилиндра одностороннего действия, этот тип цилиндра имеет два порта: один для выдвижения плунжера и другой для втягивания. Эти порты расположены на обоих концах цилиндра, на головке и на штоке. Это означает, что для выдвижения применений в гидравлических цилиндрах.
Распространенные марки AISI 1045/ сталь 4140 (42CrMo4.)
Доступны метрические размеры
Твердость хромового покрытия HRc 60-72
Stocked in 12’ – 24’ lengths
Услуга резки по длине доступна
Твердость хромового покрытия на сторону: мин. 20/25/30/50 микрон или по индивидуальному заказу
Тип термообработки : 1) Нормализация 2) З+О (Закалка+Отпуск) 3) Индукционная закалка
Точные допуски и чистота поверхности.
Нестандартные диаметры и толщина хрома доступны по запросу
Предлагается с минимальным пределом текучести 75 тыс. и 100 тыс. фунтов на кв. дюйм.
Твердость Rc 60–72, чистота поверхности не более 16 Ra
Bos-Hyd может предложить нашим клиентам лучшие полированные твердые хромированные стержни и хромированные прутки. Если вы заинтересованы в наших твердый хромированный пруток , хромированные стержни , полых хромированных стержнях .
Пожалуйста, свяжитесь с нами через указанные ниже способы для получения дополнительной информации.
Гидравлическая ножничная подъемная платформа
Опубликовано в
Тел. & WhatsApp & WeChat: +8613681801718