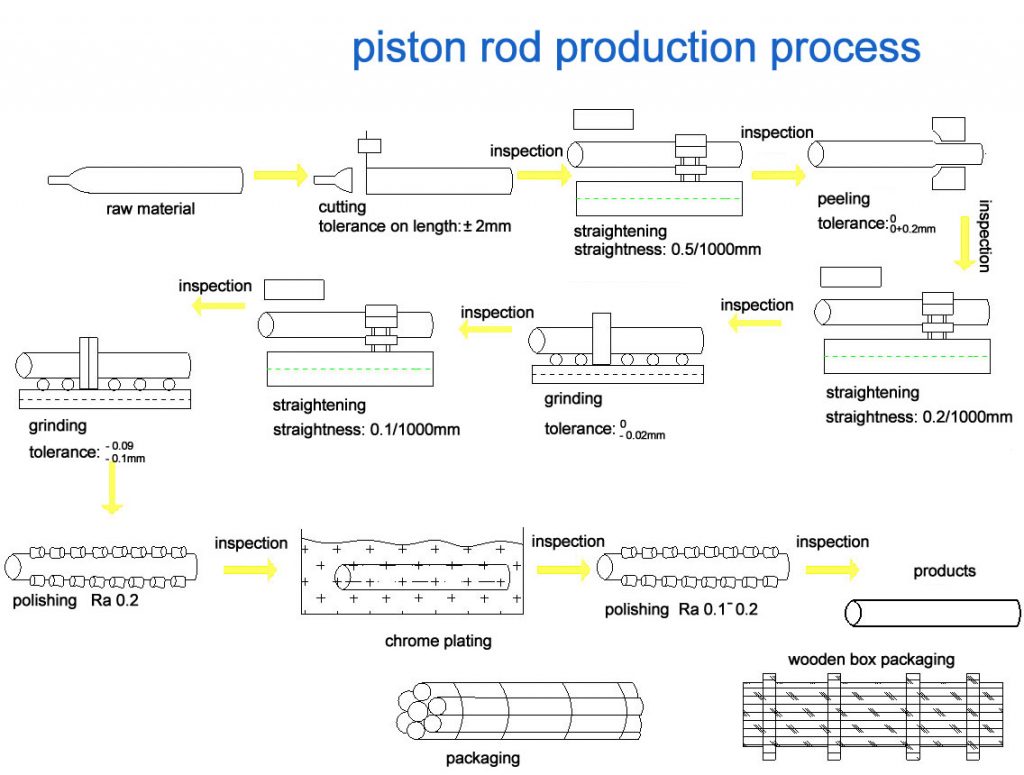
Le processus de production de la tige chromée
Tiges chromées polies sont produites à partir de barres en acier au carbone moyen finies à froid ou barres en acier laminées à chaud généralement dans les nuances 1045/1050 ou 10v45. Les barres sont rectifiées sans centre, polies, et chromées à une épaisseur minimale de 0,0005'' et 0,001'' par côté. Barres chromées sont spécialement conçues pour être utilisées dans la plupart des tige de piston applications dans les vérins hydrauliques.
Nuances courantes AISI 1045/ acier 4140 (42CrMo4.)
Barre chromée dure 4140
Metric sizes available
Stocked in 12’ – 24’ lengths
Cylindre hydraulique personnalisé
Épaisseur de chromage dur par côté : min 20/25/30/50 Micron ou personnalisée
Type de traitement thermique : 1) Normalisé 2) Q+T (Trempé et Revenu) 3) Trempe par induction
Tolérances de précision et finition de surface.
Cylindre hydraulique télescopique
Offerts avec des limites d'élasticité minimales de 75k et 100k.
Dureté de 60-72 HRC, et une finition de surface de 16 Ra maximum
Bos-Hyd est en mesure d'offrir les meilleures tiges chromées dures polies et barres chromées pour nos clients. Si vous êtes intéressé par nos tige chromée dure , barres chromées , barres chromées creuses .
Veuillez nous contacter via les méthodes ci-dessous pour plus d'informations.
E-mail:
sales@bos-hydraulic.com
Tél & WhatsApp & Wechat : +8613681801718